
 2.0. Refusion à puissance variable
2.0. Refusion à puissance variable
2.1. Procédé de refusion à puissance variable
Lorsqu'une extrémité de fibre coupée est chauffée par une décharge d'arc très brève (de 0,3 à 1 seconde), l'extrémité de la fibre reste inchangée si la puissance de l'arc est trop faible. Si l'on chauffe la même extrémité de fibre à plusieurs reprises avec la même durée d'arc, mais en augmentant progressivement la puissance, on observe qu'à partir d'un certain niveau de puissance, l'angle de l'extrémité de la fibre recommence à s'arrondir, comme illustré sur la figure 3.
Le procédé de fusion par arc à puissance variable met en œuvre plusieurs techniques clés. Premièrement, la durée de chauffage de l'arc est très courte et varie selon le diamètre de la fibre. Pour des fibres de 125 microns de diamètre, cette durée peut être aussi courte que 0,3 seconde, contre quelques secondes pour la fusion traditionnelle. Deuxièmement, la puissance de l'arc est initialement faible et augmentée par petits paliers, juste assez pour éviter une déformation trop rapide de l'extrémité de la fibre. Troisièmement, la fusion aux angles peut être mesurée de différentes manières. Par exemple, le point de départ de la déformation à l'angle peut être mesuré, comme illustré sur la figure 3. La variation du rayon de courbure de l'angle de la fibre ou la variation de la zone d'angle peuvent également être mesurées comme indicateurs du degré de fusion. Dans cet article, la première définition, illustrée à l'étape 4 de la figure 3, est utilisée comme valeur de fusion.
1. Mesurez le centre de l'arc.
2. Mesurez la distance entre l'espace et le coin de la fibre.
3. Chauffez les extrémités avec un arc de faible puissance.
4. Mesurez la fusion au coin de la fibre (Espace 2 - Espace 1).
5. Augmentez la puissance de l'arc et répétez les étapes 4 et 5.
6. Calculez la puissance d'arc souhaitée à partir de l'angle du coin fusionné.
2.2. Étalonnage de la puissance de l'arc.
Comme illustré sur la figure 4, la fusion de l'extrémité de la fibre, définie à l'étape 4 de la figure 3, est mesurée pour différents niveaux de puissance d'arc et configurations de zone de plasma. Chaque courbe de la figure 4 représente un test de fusion, composé de 20 à 30 ré-arcs de 0,3 seconde, avec une puissance d'arc variable. Le niveau de puissance de l'arc varie de 0 bit (~10,5 mA) à 100 bits (~14,5 mA) par incréments de 25 bits. Entre chaque incrément de puissance, 5 ré-arcs ont été effectués à puissance constante afin de déterminer le taux de fusion. Cinq tests ont été réalisés pour chaque configuration de zone de plasma, dont l'espacement des électrodes varie de 1 mm à 3 mm par incréments de 1 mm, afin de vérifier la cohérence des résultats. Tous les tests sont présentés sur la figure 4. La fibre SMF28 a été utilisée pour comparer le taux de fusion et étudier la stabilité de la méthode.
On observe clairement sur la figure 4 que, pour une puissance d'arc constante, chaque courbe de fusion croît linéairement, ce qui correspond à une vitesse de fusion constante. À chaque augmentation de la puissance d'arc, la pente plus abrupte des courbes de fusion indique une vitesse de fusion plus élevée. La vitesse de fusion peut donc être calculée dans chaque zone de puissance d'arc constante, comme indiqué par la courbe en escalier rouge. La vitesse de fusion calculée est représentée sur la figure 5(a). On constate également que la vitesse de fusion est liée à la température des extrémités de la fibre. Puisque la vitesse de fusion est mesurée en pixels sur les images numériques, on peut utiliser le pixel comme unité de mesure et ainsi exprimer la vitesse de fusion (liée à la température de la fibre) représentée par l'axe Y de la figure 5 en pixels par cycle d'arc. De plus, toutes les courbes de vitesse de fusion de la figure 5(a) peuvent être approximées par des courbes paraboliques, car l'énergie thermique appliquée à l'extrémité de la fibre est proportionnelle au carré du courant d'arc, représenté par l'axe des abscisses de la figure 5. Cette figure montre également qu'une plus grande distance entre les électrodes induit une vitesse de fusion et une température plus élevées à l'extrémité de la fibre. Par conséquent, pour obtenir une température identique à l'extrémité de la fibre dans différentes configurations de zone de plasma, il est nécessaire d'appliquer des puissances d'arc différentes.
 À partir de la figure 5, une courbe cible (en rouge) peut être modélisée mathématiquement. Cette courbe peut être une courbe ou une droite. Elle permet de réguler la puissance nominale (et non réelle) de l'arc en fonction de la vitesse de fusion. Cette même courbe cible est utilisable pour toutes les configurations de zone plasma. Des facteurs de correction permettent d'obtenir une vitesse de fusion identique pour une même puissance nominale d'arc. La figure 5(b) présente les mêmes données de vitesse de fusion que la figure 5(a), mais avec la puissance nominale d'arc en abscisse. Cette puissance nominale est utilisée par les opérateurs pour définir la puissance souhaitée. L'objectif de l'étalonnage de l'arc est de projeter la puissance réelle de l'arc sur la puissance nominale. Autrement dit, l'étalonnage permet de déterminer les facteurs de correction. Ces facteurs servent ensuite à créer un nouveau domaine de puissance nominale d'arc. Dans ce nouveau domaine, une même puissance d'arc générera la même température à l'extrémité de la fibre (et donc la même vitesse de fusion), indépendamment du diamètre de la fibre, de l'état des électrodes, de la configuration de la zone plasma ou des conditions ambiantes. Le calcul du facteur de correction est simple. La différence entre la courbe cible et la courbe de vitesse de fusion mesurée peut être utilisée comme ensemble de facteurs de correction.
À partir de la figure 5, une courbe cible (en rouge) peut être modélisée mathématiquement. Cette courbe peut être une courbe ou une droite. Elle permet de réguler la puissance nominale (et non réelle) de l'arc en fonction de la vitesse de fusion. Cette même courbe cible est utilisable pour toutes les configurations de zone plasma. Des facteurs de correction permettent d'obtenir une vitesse de fusion identique pour une même puissance nominale d'arc. La figure 5(b) présente les mêmes données de vitesse de fusion que la figure 5(a), mais avec la puissance nominale d'arc en abscisse. Cette puissance nominale est utilisée par les opérateurs pour définir la puissance souhaitée. L'objectif de l'étalonnage de l'arc est de projeter la puissance réelle de l'arc sur la puissance nominale. Autrement dit, l'étalonnage permet de déterminer les facteurs de correction. Ces facteurs servent ensuite à créer un nouveau domaine de puissance nominale d'arc. Dans ce nouveau domaine, une même puissance d'arc générera la même température à l'extrémité de la fibre (et donc la même vitesse de fusion), indépendamment du diamètre de la fibre, de l'état des électrodes, de la configuration de la zone plasma ou des conditions ambiantes. Le calcul du facteur de correction est simple. La différence entre la courbe cible et la courbe de vitesse de fusion mesurée peut être utilisée comme ensemble de facteurs de correction.
(a) Vitesse de fusion en fonction de la puissance réelle de l'arc.
(b) Vitesse de fusion en fonction de la puissance nominale de l'arc.
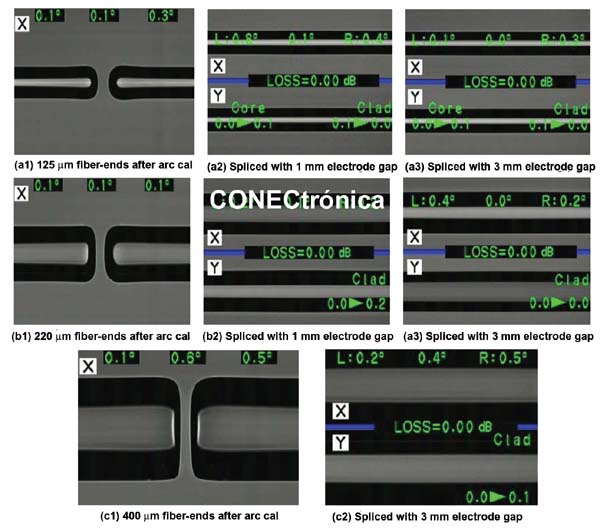
2.3. Résultats de l'étalonnage de l'arc
: (a1) Extrémité de fibre de 125 µm après étalonnage de l'arc.
a2) Épissure avec un écartement d'électrodes de 1 mm.
Épissure avec un écartement d'électrodes de 3 mm.
(b1) Extrémité de fibre de 220 µm après étalonnage de l'arc.
(b2) Épissure avec un écartement d'électrodes de 1 mm.
(b3) Épissure avec un écartement d'électrodes de 3 mm.
(c1) Extrémité de fibre de 400 µm après étalonnage de l'arc.
(c2) Épissure avec un écartement d'électrodes de 3 mm.
Les exemples présentés dans la figure 6 illustrent les résultats de la nouvelle méthode d'étalonnage de l'arc. Grâce à cette méthode, il est possible de raccorder des fibres de 125, 220 et 400 microns avec le même réglage de puissance d'arc dans différentes zones de plasma.
En d'autres termes, les opérateurs d'étalonnage d'arc peuvent facilement obtenir les résultats d'épissure souhaités pour différents types de fibres et différentes conditions de plasma (électrode).
Pour tout type de fibre nouveau ou inconnu, les ingénieurs peuvent facilement ajuster les paramètres de coupe et d'épissure en utilisant le même réglage de puissance, sans avoir à rechercher fastidieusement le niveau de puissance approprié.
Les images des extrémités de fibre après étalonnage de l'arc (figure 6) montrent également une fusion du cœur et une distorsion de la forme de la fibre limitées.
En comparaison, la méthode de fusion traditionnelle illustrée à la figure 1(c) présente des niveaux de déformation nettement supérieurs. Cette nouvelle méthode de fusion a un impact très limité sur l'état de l'extrémité de l'électrode, notamment pour les fibres de grand diamètre, qui sont sujettes à une dégradation de l'électrode avec les méthodes traditionnelles.
Comme indiqué précédemment, les méthodes traditionnelles de fusion et d'épissure décalée nécessitent de multiples préparations et coupes des extrémités de fibre, car ces dernières ne sont plus facilement disponibles. Si la préparation des extrémités de fibre est relativement simple pour les fibres de télécommunications standard de 125 microns, les préparations répétées pour les fibres de plus grand diamètre peuvent s'avérer coûteuses et chronophages. La nouvelle méthode décrite dans cet article élimine le besoin de recouper les fibres, car l'arc électrique démarre à très faible puissance et augmente progressivement jusqu'au niveau souhaité grâce à un processus de ré-amorçage continu.
3.0. Résumé
Une nouvelle méthode d'étalonnage par arc a été mise au point pour la fusion de fibres optiques de différents diamètres, offrant des résultats précis et constants. Cette méthode chauffe la fibre à l'aide de plusieurs arcs courts et mesure la fusion à l'angle des extrémités de la fibre.
Le taux de fusion à l'angle de la fibre est proportionnel à sa température. En modulant la puissance de l'arc par des ré-arcs successifs, on obtient un taux de fusion optimal. Ce taux idéal correspond à la puissance d'arc souhaitée pour les tests et la fusion des fibres. Cette méthode a été testée avec succès sur des fibres de 60 à 1000 microns de diamètre à l'aide de soudeuses à fusion Splice Master, comme illustré sur la figure 7, avec une zone de plasma contrôlable.
Cette méthode permet de sélectionner automatiquement la puissance d'arc appropriée en fonction du diamètre de la fibre.
Elle permet aux opérateurs de transférer facilement les paramètres de fusion optimisés à plusieurs soudeuses à fusion sur les lignes de production, garantissant ainsi des épissures homogènes et de haute qualité.
(a) Soudeuse par fusion FSM 100P pour fibres jusqu'à 500 mm.
(b) Soudeuse par fusion FSM 100P+ pour fibres jusqu'à 1200 mm.
4.0. Remerciements
Les auteurs souhaitent remercier N. Kawanishi et son équipe de Fujikura, au Japon, pour leur soutien dans ce travail, ainsi que D. Duke et S. Althoff pour leurs commentaires constructifs et leurs corrections à l'article.
Auteur:
Par Wenxin Zheng et Bryan Malinsky
Références
[1] Dong, L., Mckay, H., Marcinkevicius, A., Fu, L., Li, J., Thomas, B.K. et Fermann, M.E., « Extension de la surface effective du mode fondamental dans les fibres optiques », J. Lightwave Technol., vol. 27, p. 1565-1570 (2009).
[2] Even, P. et Pureur, D., « Lasers à fibre à double gaine de haute puissance : une revue », Proc. SPIE – Int. Soc. Opt. Eng., 4638, p. 1-12 (2002).
[3] Jiger, M., Verville, P., Caplette, S., Martineau, L., Brulotte DA, Gagnon, D., Villeneuve, A. « Assemblages laser monomodes à fibre optique de 91 W en régime continu », Quantum Electronics and Laser Science Conference (QELS), p. JWB59 (2005).
[4] Duke, D., Zheng, W., Sugawara, H., Mizushima, T., et Yoshida, K., « Contrôle de la zone plasma pour une capacité de fusion adaptative », Proc. SPIE, Photonic West (2012).
[5] Zheng, W., « Sélection automatique du courant pour l’épissure de fibres uniques », Brevet américain n° 5 909 527, Ericsson Cables, juin 1999.
[6] Inoue, K., Sasaki, K., Suzuki, Y., Kawanishi, N. et Tsutsumi, Y., « Procédé de fusion de fibres optiques et soudeuse par fusion », Brevet américain n° 6 294 760, Fujikura, septembre 2001.
[7] Takayanagi, H. et Hatori, K., « Procédé d’étalonnage de l’énergie de décharge d’un dispositif de fusion de fibres optiques », Brevet américain n° 7 140 786, Sumitomo, novembre 2006.
[8] Hatori, K., « Procédé de détermination de la quantité de chauffage, procédé de fusion et soudeuse par fusion », Demande de brevet américain n° 11/317899, Sumitomo, août 2006.





