
 Il est également nécessaire d'épisser les fibres qui composent les câbles à leurs extrémités, car pour connecter ces fibres aux équipements de transmission et de réception qui les utiliseront, l'installation de connecteurs optiques est requise. Ces connecteurs sont généralement réalisés à l'aide de cordons de brassage (pigtails), qui sont des câbles à fibres optiques plus flexibles et terminés à une extrémité par un connecteur dont la pointe est polie avec soin, ce qui est réalisé par des procédés automatisés en usine. On utilise également des connecteurs avec un peu plus d'un centimètre de fibre, polis en usine, qui peuvent être connectés aux fibres composant le câble au moyen d'épissures.
Il est également nécessaire d'épisser les fibres qui composent les câbles à leurs extrémités, car pour connecter ces fibres aux équipements de transmission et de réception qui les utiliseront, l'installation de connecteurs optiques est requise. Ces connecteurs sont généralement réalisés à l'aide de cordons de brassage (pigtails), qui sont des câbles à fibres optiques plus flexibles et terminés à une extrémité par un connecteur dont la pointe est polie avec soin, ce qui est réalisé par des procédés automatisés en usine. On utilise également des connecteurs avec un peu plus d'un centimètre de fibre, polis en usine, qui peuvent être connectés aux fibres composant le câble au moyen d'épissures.
 Dans une épissure de conducteur électrique, la jonction est réalisée latéralement ; dans les fibres optiques, la jonction se fait aux extrémités, car la lumière guidée doit sortir d’une fibre et entrer dans la suivante.
Dans une épissure de conducteur électrique, la jonction est réalisée latéralement ; dans les fibres optiques, la jonction se fait aux extrémités, car la lumière guidée doit sortir d’une fibre et entrer dans la suivante.
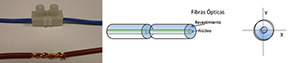
L’épissure de fibre optique est réalisée en alignant les deux fibres à épisser de sorte que leurs cœurs coïncident selon les axes horizontal et vertical (X, Y), comme illustré sur la figure 1.
'
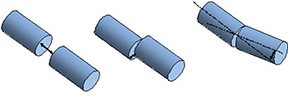
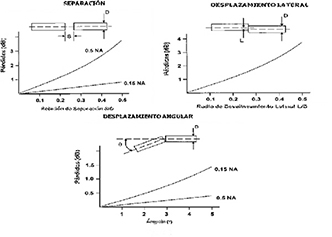
 L'alignement des fibres est le facteur qui influence le plus la perte de signal optique dans les épissures. Il peut être de trois types : longitudinal (écartement), latéral et angulaire (figure 2).
L'alignement des fibres est le facteur qui influence le plus la perte de signal optique dans les épissures. Il peut être de trois types : longitudinal (écartement), latéral et angulaire (figure 2).
La perte de signal optique dépend de l'amplitude des erreurs d'alignement et des caractéristiques des fibres épissées, notamment leur diamètre et d'autres facteurs.
![]()
![]()
Ouverture numérique (ON) des fibres (Figure 3).
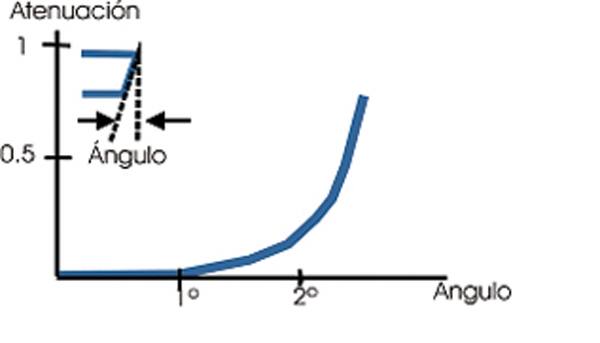
Un facteur essentiel pour réaliser des épissures de fibres optiques et obtenir de faibles pertes est l'angle de coupe par rapport à la perpendiculaire à l'axe : celui-ci doit être inférieur à 1° sur toute la surface de coupe (Figure 4). Des cliveuses de précision sont utilisées pour effectuer ces coupes.
 Types d'épissures
Types d'épissures
Si, après l'alignement des fibres, une épissure par fusion est réalisée en appliquant un arc électrique à haute tension ou tout autre système de chauffage, une épissure par fusion a été réalisée ; si le matériau n'est pas fondu, une épissure mécanique a été réalisée. (Figure 5).
Quel
type d'épissure est le meilleur ?
Les épissures par fusion sont principalement utilisées avec la fibre monomode et, d'un point de vue technique, elles sont considérées comme les meilleures car elles offrent de faibles pertes d'insertion et des pertes de retour élevées (moins de réflexions). Cependant, d'autres facteurs, économiques, technologiques et logistiques, doivent être pris en compte pour choisir le type d'épissure le plus adapté.
 Sur le plan économique, il convient de noter que les épissures mécaniques nécessitent un investissement initial plus faible (1200 à 1500 euros, selon la qualité des outils) que celui requis pour les épissures par fusion (6500 à 10000 euros, selon la qualité et la précision de la machine et des outils), mais le coût des consommables pour la réalisation de chaque épissure mécanique (5 euros) est plus élevé que pour les épissures par fusion, car une fois l'épissure réalisée, il suffit d'utiliser une gaine thermorétractable renforcée de métal dont le coût est faible (0,25 euro/unité).
Sur le plan économique, il convient de noter que les épissures mécaniques nécessitent un investissement initial plus faible (1200 à 1500 euros, selon la qualité des outils) que celui requis pour les épissures par fusion (6500 à 10000 euros, selon la qualité et la précision de la machine et des outils), mais le coût des consommables pour la réalisation de chaque épissure mécanique (5 euros) est plus élevé que pour les épissures par fusion, car une fois l'épissure réalisée, il suffit d'utiliser une gaine thermorétractable renforcée de métal dont le coût est faible (0,25 euro/unité).
 Les raisons technologiques dépendent du secteur d'activité concerné. Dans les télécommunications et les réseaux de télévision par câble (CATV), on utilise des fibres monomodes. Lorsque les câbles sont longs, des épissures à faible perte d'insertion sont nécessaires, ce qui rend l'épissure par fusion la plus appropriée. Cependant, pour les liaisons courtes (FTTx), les deux méthodes peuvent être utilisées. Le secteur de la sécurité utilise généralement des fibres multimodes sur de courtes distances ; les deux types d'épissure conviennent donc également. Les réseaux locaux (LAN) utilisent généralement des fibres monomodes et multimodes sur de courtes distances ; par conséquent, les deux solutions sont appropriées. Dans le secteur du contrôle industriel (aérospatiale, automobile, domotique, capteurs en zones dangereuses, etc.), les fibres sont multimodes et les distances sont très courtes ; l'épissure mécanique est donc également appropriée.
Les raisons technologiques dépendent du secteur d'activité concerné. Dans les télécommunications et les réseaux de télévision par câble (CATV), on utilise des fibres monomodes. Lorsque les câbles sont longs, des épissures à faible perte d'insertion sont nécessaires, ce qui rend l'épissure par fusion la plus appropriée. Cependant, pour les liaisons courtes (FTTx), les deux méthodes peuvent être utilisées. Le secteur de la sécurité utilise généralement des fibres multimodes sur de courtes distances ; les deux types d'épissure conviennent donc également. Les réseaux locaux (LAN) utilisent généralement des fibres monomodes et multimodes sur de courtes distances ; par conséquent, les deux solutions sont appropriées. Dans le secteur du contrôle industriel (aérospatiale, automobile, domotique, capteurs en zones dangereuses, etc.), les fibres sont multimodes et les distances sont très courtes ; l'épissure mécanique est donc également appropriée.
En ce qui concerne les contraintes logistiques, il convient de noter que l'espace requis pour le soudage mécanique est inférieur à celui nécessaire pour le soudage par fusion, et que tandis que ce dernier nécessite de l'énergie (même si, ces dernières années, elle provient de batteries), le soudage mécanique ne nécessite aucun type d'alimentation électrique.
![]() Ces caractéristiques rendent les épissures mécaniques très adaptées aux réparations rapides, même si, dans certains cas, celles-ci peuvent être temporaires.
Ces caractéristiques rendent les épissures mécaniques très adaptées aux réparations rapides, même si, dans certains cas, celles-ci peuvent être temporaires.
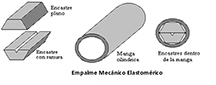
L'épissure mécanique
consiste à joindre les deux extrémités des fibres dans un support mécanique afin d'aligner les revêtements, en utilisant des adhésifs ou des systèmes de pression pour éviter la séparation des fibres. L'intérieur est imprégné d'un gel égalisateur d'indice pour réduire les pertes d'insertion et de retour dues aux réflexions lumineuses résultant des différences d'indice de réfraction entre le cœur de la fibre et l'air.
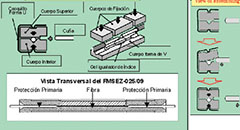
 Le support mécanique comporte une rainure permettant l'alignement de la gaine de la fibre et est généralement en forme de V, ce qui garantit une grande précision d'alignement (voir figures 6 et 7).
Le support mécanique comporte une rainure permettant l'alignement de la gaine de la fibre et est généralement en forme de V, ce qui garantit une grande précision d'alignement (voir figures 6 et 7).
Pour qu'une épissure mécanique soit utilisable, les fibres à assembler doivent présenter une très faible excentricité ; autrement dit, le centre du cœur doit coïncider avec le centre de la gaine. Dans le cas contraire, les pertes d'insertion seraient très élevées, notamment pour les fibres monomodes.
Les épissures mécaniques sont fréquemment utilisées dans les laboratoires d'essais, les installations intérieures et avec les fibres multimodes en raison de la complexité et de la délicatesse de l'assemblage, ainsi que de l'importance de la stabilité mécanique des composants. La dilatation ou la contraction des matériaux due aux variations de température les rendait inadaptées à une utilisation extérieure, sauf si elles étaient de haute qualité et coûteuses.
Les progrès technologiques de ces dernières années ont permis le développement d'épissures mécaniques faciles à installer, robustes, fiables, compactes et abordables.
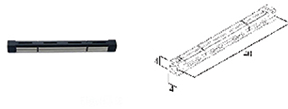
Les épissures mécaniques Fujikura FMSEZ-025/09 (figure 8) sont un exemple d'épissures compactes et de haute qualité (40 x 4 x 4 mm) pouvant être installées dans des plateaux de boîtes d'épissure. Elles permettent l'épissure de fibres monomodes et multimodes à blindage primaire de 250 µm et 900 µm.
Leur assemblage, réalisé en moins de 3 minutes avec un minimum d'outils, est facilité par un petit coffret en plastique (figure 9).
Une fois assemblées, elles maintiennent indépendamment le revêtement et le blindage primaire des fibres, empêchant ainsi leur rotation. Ce processus est illustré figure 10.
Caractéristiques
Les caractéristiques techniques des épissures mécaniques Fujikura FMSEZ-25/09 sont indiquées dans le tableau 1.
Assemblage
: Pour réaliser l’épissure, procédez comme suit :
1. Placez l’épissure dans l’outil d’assemblage.
2. Ouvrez l’épissure.
3. Placez la fibre dans le support correspondant en laissant environ 4 cm de fibre à l’extrémité.
4. Dénudez la fibre.
5. Nettoyez.
6. Coupez.
7. Placez la fibre dans l’outil.
8. Répétez les étapes 3 à 7 pour l’autre fibre.
9. Refermez l’épissure.
10. Libérez les fibres et retirez l’épissure. (Figure 10)
des tests
conformes à la norme Telcordia GR-765-CORE relative aux exigences génériques pour les épissures et systèmes d'épissure optiques monomodes à fibre unique. Ces tests ont démontré que les épissures FMSEZ-025/09 présentent des caractéristiques proches de celles des épissures par fusion.
L'épissure FMSEZ-025/09 est compatible avec les fibres à blindage primaire de 250 µm et 900 µm ; les tests ont été réalisés avec des fibres de ces épaisseurs.
La résistance des fibres à blindage primaire de 900 µm aux conditions environnementales varie selon le matériau plastique du blindage ; par conséquent, les tests de température ont été effectués avec des fibres à blindage primaire en PVC (tableau 2).
Les tests ont été menés selon différentes catégories :
emballage, transport et réception ;
installation et assemblage
; conditions environnementales.
Conditionnement, transport et réception :
Les épissures ont été soumises à des chutes horizontales et inclinées sur différents types de surfaces.
Des tests de vibration ont été réalisés entre 10 Hz et 500 Hz.
Les épissures ont été exposées à des températures comprises entre
60 °C et -40 °C et à des humidités relatives allant jusqu’à 90 %.
Après chaque test, les épissures ont été assemblées et les pertes d’insertion et de réflexion ont été vérifiées. Les résultats ont confirmé que les caractéristiques des épissures ne se détérioraient pas, puisque des pertes d’insertion moyennes inférieures à 0,15 dB et des pertes de réflexion supérieures à 40 dB ont été obtenues dans tous les cas (figure 12).
 Conditions d'installation et d'assemblage :
Conditions d'installation et d'assemblage :
Les épissures ont été assemblées à 0 °C sans contrôle d'humidité ; des assemblages ont également été réalisés à 38 °C et à environ 90 % d'humidité relative ; et enfin, les épissures ont été assemblées à 45 °C et à 15 % d'humidité relative.
Les pertes d'insertion et de réflexion des épissures ont été vérifiées, et des pertes d'insertion moyennes inférieures à 0,15 dB et des pertes de réflexion supérieures à 40 dB ont été obtenues.
Conditions environnementales :
Les épissures ont été soumises à différentes conditions environnementales et mécaniques afin de vérifier si les pertes d’insertion augmentaient ou diminuaient les pertes de retour.
Les tests effectués étaient les suivants :
- Tension entre les deux fibres de 4,4 N pendant 1 seconde.
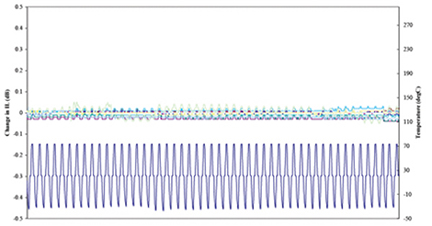
- 50 cycles de température de -40 °C à 75 °C.
- 15 cycles d’humidité et de condensation de -10 °C à 65 °C.
- Immersion dans l’eau à 43 °C pendant 7 jours.
- Vibrations d’amplitude 0,76 mm et de fréquences de 10 à 55 Hz par balayages d’une minute, pendant une durée totale de 2 heures pour les trois axes.
- Les cycles de température et de tension ont été répétés.
Les résultats sont présentés dans le tableau 3 et la figure 13.
Auteur : Pedro Notario, directeur technique de TELECOM-UNITRONICS





