
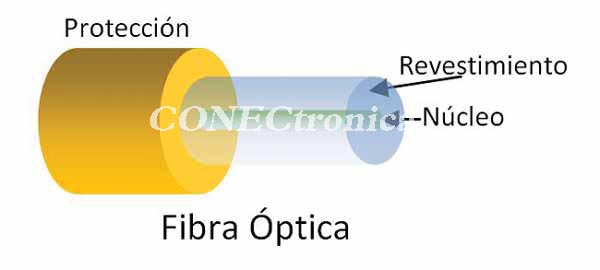
Les fibres optiques sont des brins de verre flexibles, principalement composés de silice, qui permettent la transmission de signaux lumineux. Elles sont constituées d'un cœur, d'une gaine et sont protégées par un revêtement plastique. La lumière circule dans le cœur, tandis que la gaine empêche sa fuite
le noyau.

Il existe deux principaux types de fibres optiques : monomodes et multimodes. Les fibres monomodes possèdent un cœur de très petit diamètre (8 à 10 µm) et ne peuvent transporter qu’un seul mode de lumière (rayonnement).
Les fibres multimodes ont un cœur de 50 µm ou plus, permettant la transmission de plusieurs modes de lumière.
Les fibres monomodes permettent la transmission d'une plus grande quantité d'informations grâce à leur bande passante supérieure à celle des fibres multimodes.
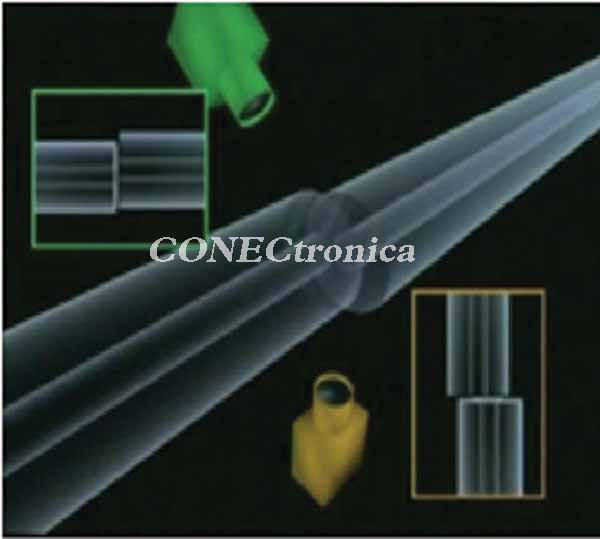
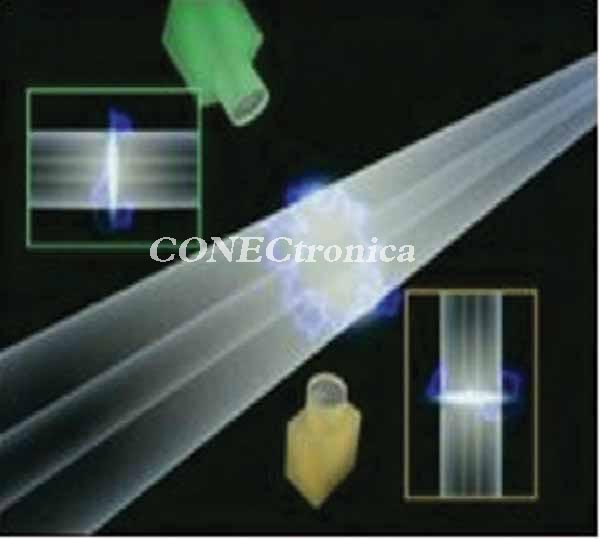
Le soudage par fusion
consiste, en résumé, à assembler deux fibres en faisant fondre le matériau à leurs extrémités à l'aide d'une source de chaleur. Cette source est généralement constituée de deux électrodes entre lesquelles un arc électrique est produit lorsqu'une source de haute tension contrôlée de 4 000 à 5 000 volts est appliquée. La chaleur générée par l'arc électrique dépend du courant fourni par la source de haute tension à un instant donné.

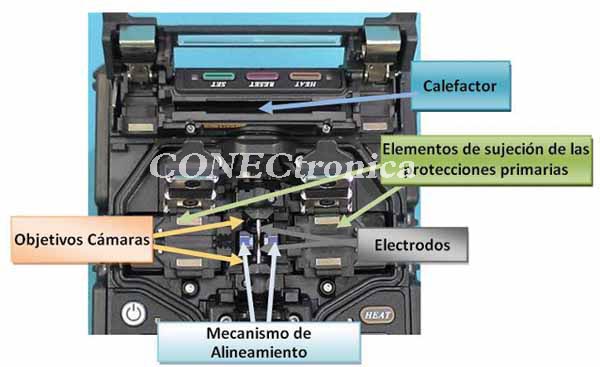

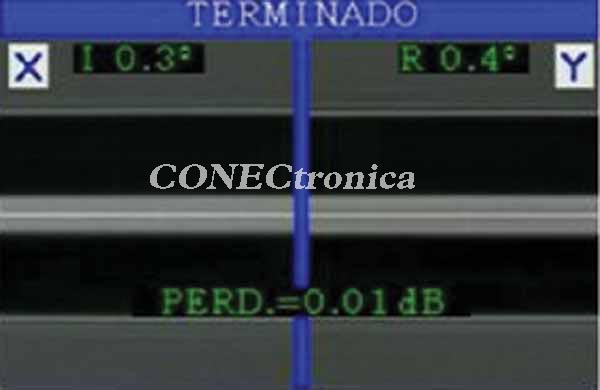
Le soudage par fusion est réalisé à l'aide d'une machine appelée soudeuse. Les principales fonctions de cette machine sont l'approximation des fibres, leur alignement, leur fusion et le calcul des pertes estimées (Figure 2). Enfin, elle est équipée d'un élément chauffant intégré permettant la mise en place du protecteur de soudure.
Procédure de soudage par fusion
: Pour réaliser un soudage, les fibres doivent être dénudées (retrait de la gaine primaire), nettoyées avec du papier non pelucheux ou une gaze imbibée d’alcool, de préférence d’éthanol (l’alcool isopropylique convient également), puis coupées à l’aide d’une cliveuse de précision garantissant un angle de coupe inférieur à 1° par rapport à la perpendiculaire (Figure 3).
Les fibres sont placées dans la machine en veillant à ne pas les contaminer, et le soudage s’effectue par simple pression sur un bouton ; la machine réalise l’opération automatiquement. Une fois la fusion terminée, la machine évalue les pertes de soudage, et le protecteur de soudage peut alors être appliqué.
L'alignement des fibres est le facteur qui influence le plus la perte de signal optique lors des épissures. Il peut être de trois types : longitudinal (séparation), latéral et angulaire.
La perte de signal optique dépend de l'amplitude de ces erreurs d'alignement et des caractéristiques des fibres à épisser, notamment le diamètre du cœur et l'ouverture numérique (ON).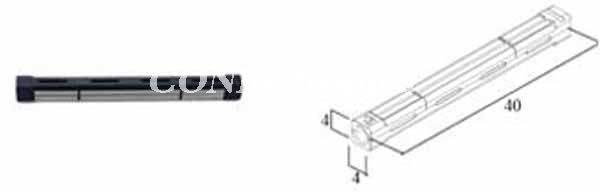 à fusion
à fusion
sont composées de différents systèmes, chacun ayant des fonctions distinctes. Ces systèmes peuvent être classés comme suit :
- Systèmes de serrage du blindage primaire. Leur fonction est d'empêcher les fibres de se déplacer à l'intérieur ou à l'extérieur de la machine et de tourner pendant l'épissure.
- Système de visualisation du point d'épissure. Il permet de visualiser la zone de fusion. Ces systèmes peuvent être constitués d'un microscope (sur les machines plus anciennes ou économiques), d'une caméra vidéo et d'un miroir, ou de deux caméras vidéo. Ces dernières sont les plus rapides car elles permettent la visualisation simultanée des deux axes d'alignement.
- Système d'alignement. Sa fonction principale est d'aligner les extrémités des fibres afin que leurs cœurs coïncident le plus précisément possible. Il existe deux principaux types : l'alignement du cœur et l'alignement de la gaine. Le premier appareil localise et aligne les cœurs des fibres, tandis que le second effectue la même opération sur la gaine.
Les machines capables d'aligner les cœurs utilisent des systèmes d'alignement tels que LID ou PAS.
Le système LID (Injection et Détection de Lumière) fonctionne en injectant de la lumière à travers la gaine dans l'une des fibres via une courbure, puis en détectant la lumière transférée à l'autre fibre en l'extrayant de la gaine par la même méthode d'injection. Ce système présente l'inconvénient que la quantité de lumière injectée dépend de l'opacité et de l'épaisseur du blindage, ce qui peut entraîner des dysfonctionnements avec certaines fibres ; de plus, la quantité de lumière injectée et extraite est souvent très faible, ce qui peut ralentir l'alignement.
 Le système PAS (Profile Alignment System) aligne les fibres en analysant le profil de leur cœur sur des images obtenues par une ou deux caméras lorsqu'une source de lumière collimatée (faisceaux parallèles) traverse les fibres. C'est le système le plus répandu car il est le plus rapide (épissure en 9 secondes) et le plus polyvalent.
Le système PAS (Profile Alignment System) aligne les fibres en analysant le profil de leur cœur sur des images obtenues par une ou deux caméras lorsqu'une source de lumière collimatée (faisceaux parallèles) traverse les fibres. C'est le système le plus répandu car il est le plus rapide (épissure en 9 secondes) et le plus polyvalent.
- Système de fusion : Ce système comprend les électrodes et la source d'alimentation haute tension. Son rôle est d'assurer une fusion optimale du matériau de la fibre.
- Système de chauffage : Ce système chauffe les gaines thermorétractables de protection des épissures.
- Système de contrôle : Ce système pilote les différents composants afin d'automatiser le fonctionnement de la machine et de réaliser l'épissure dans les meilleurs délais et avec une qualité maximale.
La précision et la qualité de ces systèmes influencent considérablement les résultats d'épissure et la rapidité d'exécution, ce qui se traduit par une rentabilité accrue.
Types d'épisseuses à fusion
: Il existe une grande variété d'épisseuses à fusion ; On peut les diviser en deux grands types : les soudeuses à fusion sur site, les plus utilisées car elles servent à l’installation de câbles à fibres optiques, et les soudeuses à fusion en usine, utilisées pour réaliser des épissures de fibres optiques dans la fabrication d’éléments électro-optiques (amplificateurs, compensateurs, etc.) ou dans les laboratoires de recherche.
Les soudeuses à fusion de champ permettent l'assemblage de fibres multimodes (G651, EIA-492 ou ISO/IEC 793) et de fibres monomodes (G652, G653, G654, G655, G656 et G657).
Il existe deux principaux types de soudeuses à fusion de champ pour fibres uniques, qui diffèrent par le type d'alignement utilisé pour assembler les fibres : les soudeuses à fusion par alignement du cœur et les soudeuses à fusion par alignement de la gaine.
 Les machines d'alignement de cœur offrent des épissures de la plus haute qualité, car la lumière se propage dans les fibres, et plus précisément dans leur cœur. L'alignement des cœurs minimise donc les pertes de signal optique au niveau de l'épissure. C'est pourquoi elles sont principalement utilisées pour l'épissure des fibres monomodes, bien qu'elles puissent également épisser des fibres multimodes. Les machines d'alignement de gaine sont parfaitement adaptées à l'épissure des fibres multimodes, mais peuvent aussi être utilisées pour les fibres monomodes si les centres des cœurs sont alignés avec les centres des gaines (faibles niveaux d'excentricité).
Les machines d'alignement de cœur offrent des épissures de la plus haute qualité, car la lumière se propage dans les fibres, et plus précisément dans leur cœur. L'alignement des cœurs minimise donc les pertes de signal optique au niveau de l'épissure. C'est pourquoi elles sont principalement utilisées pour l'épissure des fibres monomodes, bien qu'elles puissent également épisser des fibres multimodes. Les machines d'alignement de gaine sont parfaitement adaptées à l'épissure des fibres multimodes, mais peuvent aussi être utilisées pour les fibres monomodes si les centres des cœurs sont alignés avec les centres des gaines (faibles niveaux d'excentricité).
Les soudeuses à alignement de cœur sont composées de deux pièces comportant une rainure en V (où sont placées les fibres) et équipées de mécanismes de déplacement latéral et vertical.
Ces machines sont plus coûteuses que les soudeuses à alignement de gaine car elles possèdent un plus grand nombre de moteurs et des caméras et objectifs de meilleure qualité.
Les machines d'alignement de gaine possèdent une rainure en V sur laquelle sont placées les fibres à épisser, aligneant ainsi leur gaine. Depuis quelques années, les fibres monomodes utilisées dans les câbles présentent de très faibles niveaux d'excentricité. Par conséquent, les machines d'alignement de gaine peuvent également être utilisées pour travailler avec des câbles à fibres monomodes de moins de 15 ans.
Quelle soudeuse à fusion choisir ?
Pour sélectionner la machine la mieux adaptée à vos besoins, tenez compte des points suivants :
- Type d'alignement. Les machines d'alignement de cœur offrant de meilleures performances que celles d'alignement de gaine, il est important de noter que : pour les fibres monomodes à pertes minimales (secteur des télécommunications), une machine d'alignement de cœur est recommandée ; et pour l'épissure de fibres monomodes à pertes raisonnables (FTTx, CATV, LAN, etc.) ou de fibres multimodes (LAN, contrôle industriel, etc.), tout type de soudeuse à fusion peut être utilisé.
- Coût. Les machines d'alignement de cœur sont plus chères (environ 35 %) que les machines d'alignement de gaine.
- Conditions environnementales. Il est conseillé de choisir, parmi les différentes options disponibles sur le marché, une machine capable de résister aux conditions de température, d'humidité et d'altitude auxquelles elle sera utilisée, ainsi qu'aux vibrations lors du transport, aux chocs, à la poussière, etc. Pour une utilisation en intérieur, les exigences sont minimales, mais pour une utilisation en extérieur, des marges plus importantes sont nécessaires.
- Service après-vente. Ces machines sont des instruments de haute précision qui nécessitent des réglages périodiques et des réparations rapides ; il est donc conseillé de disposer d'un bon service après-vente technique national.
Épissure mécanique
. Une épissure mécanique consiste à joindre les deux extrémités des fibres dans un support mécanique afin de permettre l'alignement des gaines et, grâce à des adhésifs ou des systèmes de pression, d'empêcher la séparation des fibres. Son intérieur est imprégné d'un gel égalisateur d'indice pour réduire les pertes d'insertion et de retour dues aux réflexions lumineuses résultant des différences d'indice de réfraction entre le cœur de la fibre et l'air.
Le support mécanique comporte une rainure permettant l'alignement de la gaine de la fibre et est généralement en forme de V, ce qui garantit une grande précision d'alignement.
Pour réaliser une épissure mécanique, les fibres à raccorder doivent présenter une très faible excentricité, c'est-à-dire que le centre du cœur doit coïncider avec le centre de la gaine. Dans le cas contraire, les pertes d'insertion seraient très élevées, notamment pour les fibres monomodes.
Du fait de la complexité et de la délicatesse de l'assemblage, ainsi que de l'importance de la stabilité mécanique des composants, les épissures mécaniques sont principalement utilisées dans les laboratoires d'essais, les installations intérieures et avec les fibres multimodes.
Les progrès technologiques de ces dernières années ont permis le développement d'épissures mécaniques faciles à installer, robustes, fiables, compactes et abordables.
Les épissures mécaniques Fujikura FMSEZ-025/09 en sont un exemple : compactes et de haute qualité (40 × 4 × 4 mm), elles s'installent dans des plateaux de boîtes d'épissure et permettent l'épissure de fibres monomodes et multimodes à blindage primaire de 250 µm et 900 µm (figure 6).
Leur assemblage, réalisé en moins de 3 minutes avec un minimum d'outils, se fait dans une petite mallette en plastique (figure 7).
Une fois assemblées, elles maintiennent indépendamment le revêtement et le blindage primaire des fibres, empêchant ainsi leur rotation.
Caractéristiques et installation :
Les caractéristiques techniques des épissures mécaniques Fujikura FMSEZ-25/09 sont les suivantes : Diamètre du revêtement : 250 µm / 900 µm. Perte d'insertion typique (moyenne) :
Pour réaliser l'épissure, procédez comme suit :
1. Placez l'épissure dans l'outil d'assemblage. 2. Ouvrez l'épissure. 3. Placez la fibre dans le support correspondant en laissant environ 4 cm de fibre à l'extrémité. 4. Dénudez la fibre. 5. Nettoyez. 6. Coupez. 7. Placez dans l'outil. 8. Répétez les étapes 3 à 7 pour l'autre fibre. 9. Refermez l'épissure. 10. Libérez les fibres et retirez l'épissure. Ces étapes sont illustrées sur la figure 8.
Quel type d'épissure est le plus adapté ?
Les épissures par fusion sont principalement utilisées avec les fibres monomodes. D'un point de vue technique, elles sont considérées comme les meilleures car elles offrent une faible perte d'insertion et une forte atténuation (moins de réflexions). Cependant, d'autres facteurs, économiques, technologiques et logistiques, doivent être pris en compte pour choisir le type d'épissure le plus approprié.
Sur le plan économique, il convient de noter que les épissures mécaniques nécessitent un investissement initial plus faible (1200 à 1500 euros selon la qualité des outils) que celui requis pour les épissures par fusion (6500 à 10000 euros selon la qualité et la précision de la machine et des outils), mais le coût du matériau consommable pour la réalisation de chaque épissure mécanique (environ 5 euros) est plus élevé que pour les épissures par fusion, car une fois réalisée, il suffit d'utiliser une gaine thermorétractable renforcée de métal dont le coût est faible (environ 0,25 euro/unité).
Les raisons technologiques dépendent du secteur d'activité concerné. Dans les télécommunications et les réseaux de télévision par câble (CATV), on utilise des fibres monomodes. Lorsque les câbles sont longs, des épissures à faible perte d'insertion sont nécessaires, ce qui rend l'épissure par fusion la plus appropriée. Cependant, pour les liaisons courtes (FTTx), les deux méthodes peuvent être utilisées. Le secteur de la sécurité utilise généralement des fibres multimodes sur de courtes distances ; les deux types d'épissure conviennent donc également. Les réseaux locaux (LAN) utilisent généralement des fibres monomodes et multimodes sur de courtes distances ; par conséquent, les deux solutions sont appropriées. Dans le secteur du contrôle industriel (aérospatiale, automobile, domotique, capteurs en zones dangereuses, etc.), les fibres sont multimodes et les distances sont très courtes ; l'épissure mécanique est donc également appropriée.
En ce qui concerne les contraintes logistiques, il convient de noter que l'espace requis pour le soudage mécanique est inférieur à celui nécessaire pour le soudage par fusion, et que tandis que ce dernier nécessite de l'énergie (même si, ces dernières années, elle provient de batteries), le soudage mécanique ne nécessite aucun type d'alimentation électrique.
Ces caractéristiques rendent les épissures mécaniques très adaptées aux réparations rapides, même si, dans certains cas, celles-ci peuvent être temporaires.
Auteur : Pedro Notario, directeur technique de TELECOM-UNITRONICS





