
 2.0. Rückschmelzen mit variabler Leistung
2.0. Rückschmelzen mit variabler Leistung
2.1. Verfahren des Rückschmelzens mit variabler Leistung
Wird ein abgeschnittenes Faserende durch einen sehr kurzen Lichtbogen (0,3 bis 1 Sekunde) erhitzt, ändert sich das Faserende bei zu geringer Lichtbogenleistung nicht. Wird dasselbe Faserende jedoch mehrmals mit gleicher Lichtbogenzeit, aber schrittweise erhöhter Lichtbogenleistung erhitzt, so rundet sich die Ecke des Faserendes ab einem bestimmten Leistungsniveau wieder ab (siehe Abbildung 3).
Beim Schweißverfahren mit variabler Lichtbogenleistung kommen einige Schlüsseltechniken zum Einsatz. Erstens ist die Aufheizzeit des Lichtbogens sehr kurz und variiert in Abhängigkeit vom Faserdurchmesser. Bei Fasern mit 125 µm Durchmesser kann die Lichtbogenzeit nur 0,3 Sekunden betragen, anstatt der üblichen mehreren Sekunden beim herkömmlichen Schweißen. Zweitens beginnt die Lichtbogenleistung auf einem niedrigen Niveau und wird schrittweise erhöht, gerade so viel, dass sich das Faserende nicht zu schnell verzieht. Drittens lässt sich die Eckverschweißung auf verschiedene Weise messen. Beispielsweise kann der Beginn der Verzugsbildung an der Ecke gemessen werden, wie in Abbildung 3 dargestellt. Auch die Änderung des Fasereckenradius oder die Variation in der Eckzone können als Indikatoren für den Verschweißungsgrad dienen. In diesem Artikel wird die erste Definition aus Abbildung 3, Schritt 4, als Verschweißungswert verwendet.
1. Den Mittelpunkt des Lichtbogens messen.
2. Den Abstand von der Lücke zur Faserecke messen.
3. Die Enden mit einem Lichtbogen geringer Leistung erhitzen.
4. Die Verschmelzung an der Faserecke (Lücke 2 – Lücke 1) messen.
5. Die Lichtbogenleistung erhöhen und die Schritte 4 und 5 wiederholen.
6. Die gewünschte Lichtbogenleistung anhand des Winkels der verschmolzenen Ecke berechnen.
2.2. Kalibrierung der Lichtbogenleistung
Wie in Abbildung 4 dargestellt, wird die in Abbildung 3, Schritt 4, definierte Faserendverschmelzung für verschiedene Lichtbogenleistungsstufen und Plasmazonenkonfigurationen gemessen. Jede Kurve in Abbildung 4 repräsentiert einen Verschmelzungstest mit 20 bis 30 Lichtbogenentladungen von jeweils 0,3 Sekunden Länge, jedoch mit variierender Lichtbogenleistung. Die Lichtbogenleistung variiert in 25-Bit-Schritten von 0 Bit (~10,5 mA) bis 100 Bit (~14,5 mA). Zwischen den einzelnen Leistungsstufen wurden jeweils 5 Lichtbogenentladungen bei konstanter Leistung durchgeführt, um die Verschmelzungsrate zu bestimmen. Für jede Plasmazonenkonfiguration, deren Elektrodenabstand in 1-mm-Schritten von 1 mm bis 3 mm variiert, wurden fünf Tests durchgeführt, um die Konsistenz zu überprüfen. Alle Tests sind in Abbildung 4 dargestellt. SMF28 wurde verwendet, um die Schmelzrate zu vergleichen und die Stabilität des Verfahrens zu untersuchen.
Wie in Abbildung 4 deutlich zu erkennen ist, steigt die Schmelzkurve bei konstanter Lichtbogenleistung linear an, was einer konstanten Schmelzrate entspricht. Mit zunehmender Lichtbogenleistung steigt die Schmelzrate aufgrund der steileren Steigung der Kurven. Die Schmelzrate lässt sich daher in jedem Bereich konstanter Lichtbogenleistung berechnen, wie durch die rote Stufenkurve dargestellt. Die berechnete Schmelzrate ist in Abbildung 5(a) dargestellt. Es zeigt sich außerdem, dass die Schmelzrate von der Temperatur der Faserenden abhängt. Da die Schmelzrate in digitalen Bildern pixelweise gemessen wird, kann Pixel als Maßeinheit verwendet werden. Die Schmelzrate (in Abhängigkeit von der Fasertemperatur) wird somit in Pixeln pro Lichtbogenumdrehung auf der Y-Achse in Abbildung 5 dargestellt. Des Weiteren lassen sich alle Schmelzratenkurven in Abbildung 5(a) durch Parabeln annähern, da die tatsächliche Wärmeenergie am Faserende proportional zum Quadrat des Lichtbogenstroms ist, der in Abbildung 5 auf der x-Achse dargestellt ist. Abbildung 5 zeigt außerdem, dass ein größerer Abstand zwischen den Elektroden eine höhere Schmelzrate und eine höhere Temperatur am Faserende bedingt. Dies bedeutet, dass zur Erzielung derselben Temperatur am Faserende bei unterschiedlichen Plasmazonenkonfigurationen unterschiedliche Lichtbogenleistungen erforderlich sind.
 Aus Abbildung 5 lässt sich eine gewünschte Zielkurve (rot) mathematisch ableiten. Diese Zielkurve kann entweder gekrümmt oder geradlinig sein. Mithilfe dieser Zielkurve lässt sich die nominelle (nicht die tatsächliche) Lichtbogenleistung in Abhängigkeit von der Schmelzrate regeln. Dieselbe Zielkurve kann für alle verschiedenen Plasmazonenkonfigurationen verwendet werden. Durch die Einführung von Korrekturfaktoren kann bei gleichen Einstellungen der nominellen Lichtbogenleistung die gleiche Schmelzrate erzielt werden. Abbildung 5(b) zeigt dieselben Schmelzratendaten wie Abbildung 5(a), jedoch mit der nominellen Lichtbogenleistung auf der X-Achse. Die nominelle Lichtbogenleistung dient den Bedienern zur Einstellung der gewünschten Leistung. Ziel der Lichtbogenkalibrierung ist es, die tatsächliche Lichtbogenleistung auf die nominelle Lichtbogenleistung zu projizieren. Mit anderen Worten: Mithilfe der Lichtbogenkalibrierung lassen sich die Korrekturfaktoren ermitteln. Diese Korrekturfaktoren werden anschließend verwendet, um einen neuen Bereich für die nominelle Lichtbogenleistung zu definieren. Innerhalb dieses neuen Bereichs erzeugt dieselbe Lichtbogenleistungseinstellung unabhängig vom Faserdurchmesser, dem Zustand der Elektrode, der Plasmazonenkonfiguration oder den Umgebungsbedingungen die gleiche Temperatur am Faserende (und somit die gleiche Schmelzrate). Die Berechnung des Korrekturfaktors ist unkompliziert. Die Differenz zwischen der Sollkurve und der gemessenen Schmelzratenkurve kann als Satz von Korrekturfaktoren verwendet werden.
Aus Abbildung 5 lässt sich eine gewünschte Zielkurve (rot) mathematisch ableiten. Diese Zielkurve kann entweder gekrümmt oder geradlinig sein. Mithilfe dieser Zielkurve lässt sich die nominelle (nicht die tatsächliche) Lichtbogenleistung in Abhängigkeit von der Schmelzrate regeln. Dieselbe Zielkurve kann für alle verschiedenen Plasmazonenkonfigurationen verwendet werden. Durch die Einführung von Korrekturfaktoren kann bei gleichen Einstellungen der nominellen Lichtbogenleistung die gleiche Schmelzrate erzielt werden. Abbildung 5(b) zeigt dieselben Schmelzratendaten wie Abbildung 5(a), jedoch mit der nominellen Lichtbogenleistung auf der X-Achse. Die nominelle Lichtbogenleistung dient den Bedienern zur Einstellung der gewünschten Leistung. Ziel der Lichtbogenkalibrierung ist es, die tatsächliche Lichtbogenleistung auf die nominelle Lichtbogenleistung zu projizieren. Mit anderen Worten: Mithilfe der Lichtbogenkalibrierung lassen sich die Korrekturfaktoren ermitteln. Diese Korrekturfaktoren werden anschließend verwendet, um einen neuen Bereich für die nominelle Lichtbogenleistung zu definieren. Innerhalb dieses neuen Bereichs erzeugt dieselbe Lichtbogenleistungseinstellung unabhängig vom Faserdurchmesser, dem Zustand der Elektrode, der Plasmazonenkonfiguration oder den Umgebungsbedingungen die gleiche Temperatur am Faserende (und somit die gleiche Schmelzrate). Die Berechnung des Korrekturfaktors ist unkompliziert. Die Differenz zwischen der Sollkurve und der gemessenen Schmelzratenkurve kann als Satz von Korrekturfaktoren verwendet werden.
(a) Schmelzrate in Abhängigkeit von der tatsächlichen Lichtbogenleistung.
(b) Schmelzrate in Abhängigkeit von der nominalen Lichtbogenleistung.
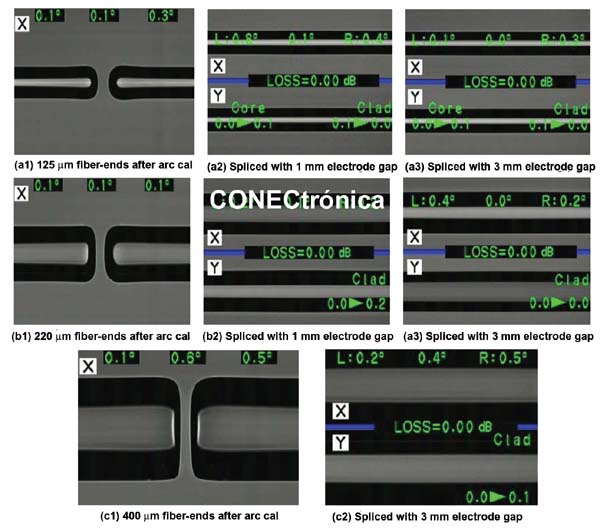
2.3. Ergebnisse der Lichtbogenkalibrierung:
(a1) 125 µm Faserende nach der Lichtbogenkalibrierung.
(a2) Gespleißt mit einem Elektrodenabstand von 1 mm.
(a3) Gespleißt mit einem Elektrodenabstand von 3 mm.
(b1) 220 µm Faserende nach der Lichtbogenkalibrierung.
(b2) Gespleißt mit einem Elektrodenabstand von 1 mm.
(b3) Gespleißt mit einem Elektrodenabstand von 3 mm.
(c1) 400 µm Faserende nach der Lichtbogenkalibrierung.
(c2) Gespleißt mit einem Elektrodenabstand von 3 mm.
Anhand der Beispiele in Abbildung 6 lassen sich die Ergebnisse des neuen Lichtbogenkalibrierungsverfahrens erkennen. Mit dem oben beschriebenen Verfahren können 125-, 220- und 400-µm-Fasern mit derselben Lichtbogenleistung in verschiedenen Plasmazonen gespleißt werden.
Mit anderen Worten: Die Bediener der Lichtbogenkalibrierung können problemlos die gewünschten Spleißergebnisse für verschiedene Fasertypen und verschiedene Plasma- (Elektroden-)Bedingungen erzielen.
Bei neuen oder unbekannten Fasertypen können Ingenieure die Schneid- und Spleißparameter mit derselben Leistungseinstellung einfach anpassen, ohne mühsam nach dem geeigneten Leistungspegel suchen zu müssen.
Die Bilder der Faserenden nach der Lichtbogenkalibrierung in Abbildung 6 zeigen zudem eine geringe Kernverschmelzung und eine geringe Faserverformung.
Im Vergleich dazu weist die herkömmliche Fusionsmethode in Abbildung 1(c) deutlich höhere Verformungsgrade auf. Diese neue Fusionsmethode hat nur einen sehr geringen Einfluss auf den Zustand der Elektrodenspitze, insbesondere bei Fasern mit großem Durchmesser, die bei Verwendung herkömmlicher Methoden anfällig für eine Verschlechterung des Elektrodenzustands sind.
Wie bereits in den vorherigen Abschnitten erläutert, erfordern sowohl das traditionelle Fusions- als auch das Offset-Spleißverfahren mehrfache Faserendvorbereitungen und -schnitte, da geschnittene Faserenden aufgrund des Fusions- bzw. Spleißprozesses nicht mehr ohne Weiteres verfügbar waren. Während die Faserendvorbereitung bei Standard-Telekommunikationsfasern mit 125 Mikrometern Durchmesser möglicherweise nicht aufwendig ist, können mehrfache Vorbereitungen bei Fasern mit größerem Durchmesser sowohl kostspielig als auch zeitintensiv sein. Mit dem in diesem Artikel beschriebenen neuen Verfahren ist ein erneutes Schneiden überflüssig, da der Lichtbogen mit sehr geringer Leistung startet und in einem kontinuierlichen Wiederzündprozess schrittweise auf das gewünschte Niveau ansteigt.
3.0 Zusammenfassung:
Es wurde ein neues Verfahren zur Lichtbogenkalibrierung für das Verschmelzen von Glasfasern mit unterschiedlichen Glasdurchmessern entwickelt, das konsistente und genaue Ergebnisse liefert. Bei diesem Verfahren wird die Faser mit mehreren kurzen Lichtbögen erhitzt und die Verschmelzung an den Faserenden gemessen.
Die Schmelzrate an der Faserecke ist proportional zur Fasertemperatur. Durch Variation der Lichtbogenleistung mittels kontinuierlicher Wiederzündungen lässt sich eine optimale Schmelzrate erzielen. Diese optimale Schmelzrate entspricht der gewünschten Lichtbogenleistung für Faserprüfung und -fusion. Das Verfahren wurde erfolgreich an Splice Master Fusionsspleißgeräten mit einer kontrollierbaren Plasmazone für Faserdurchmesser von 60 bis 1000 Mikrometern getestet (siehe Abbildung 7).
Das Verfahren wählt automatisch die korrekte Lichtbogenleistung für verschiedene Fasergrößen.
Es ermöglicht den Bedienern, optimierte Spleißparameter einfach auf mehrere Fusionsspleißgeräte in Produktionslinien zu übertragen, was zu gleichbleibend hochwertigen Spleißverbindungen führt.
(a) FSM 100P Fusionsspleißgerät für Fasern bis zu 500 mm.
(b) FSM 100P+ Fusionsspleißgerät für Fasern bis zu 1200 mm.
4.0. Danksagung
Die Autoren danken N. Kawanishi und seinem Team in Fujikura, Japan, für ihre Unterstützung bei dieser Arbeit sowie D. Duke und S. Althoff für ihre konstruktiven Kommentare und Korrekturen zum Artikel.
Autor:
Von Wenxin Zheng und Bryan Malinsky
Referenzen
[1] Dong, L., McKay, H., Marcinkevicius, A., Fu, L., Li, J., Thomas, B. K. und Fermann, M. E.: „Extending Effective Area of Fundamental Mode in Optical Fibers“, J. Lightwave Technol., Bd. 27, S. 1565–1570 (2009).
[2] Even, P. und Pureur, D.: „High power double clad fiber lasers: a review“, Proc. SPIE – Int. Soc. Opt. Eng., 4638, S. 1–12 (2002).
[3] Jiger, M., Verville, P., Caplette, S., Martineau, L., Brulotte, D. A., Gagnon, D., Villeneuve, A.: „All-Fiber, Single-Stage Laser Assemblies with 91W Single-Mode, Continuous-Wave Output Power“, Quantum Electronics and Laser Science Conference (QELS), S. JWB59 (2005).
[4] Duke, D., Zheng, W., Sugawara, H., Mizushima, T., Yoshida, K.: „Plasma zone control for adaptive fusion splicing capability“, Proc. SPIE, Photonic West (2012).
[5] Zheng, W.: „Automatic current selection for single fiber splicing“, US-Patent 5,909,527, Ericsson Cables, Juni (1999).
[6] Inoue, K., Sasaki, K., Suzuki, Y., Kawanishi, N. und Tsutsumi, Y., „Verfahren zum Fusionsspleißen von optischen Fasern und Fusionsspleißgerät“, US-Patent 6,294,760, Fujikura, September 2001.
[7] Takayanagi, H. und Hatori, K., „Verfahren zur Kalibrierung der Entladungsenergie eines optischen Faserspleißgeräts“, US-Patent 7,140,786, Sumitomo, November 2006.
[8] Hatori, K., „Verfahren zur Bestimmung der Heizmenge, Verfahren zum Fusionsspleißen und Fusionsspleißgerät“, US-Patentanmeldung Nr. 11/317899, Sumitomo, August 2006.





