
Durch die Variation der Lichtbogenleistung mehrerer Lichtbögen lässt sich die gewünschte Lichtbogenleistung und die geeignete Fusionsgeschwindigkeit für die zu prüfende Faser bestimmen. Diese Methode hat sich mit einem neuen Fusionsspleißgerät mit steuerbarer Plasmazone als konsistent und präzise erwiesen. Das Spleißgerät wählt automatisch die korrekte Lichtbogenleistung für Fasern mit unterschiedlichen Glasdurchmessern. Dadurch lassen sich optimierte Schneid- und Spleißparameter problemlos auf mehrere Fusionsspleißgeräte in Produktionslinien übertragen, was zu qualitativ hochwertigen Spleißverbindungen führt.
1.0 Einleitung
Im Gegensatz zur Telekommunikationsindustrie, wo die meisten Glasfasern typischerweise einen Durchmesser von 125 Mikrometern aufweisen, werden in anderen Bereichen (z. B. biomedizinischen Laboren und Faserlaser-Produktionslinien) häufig optische Fasern mit einem breiten Spektrum an Durchmessern verwendet [1–3]. Für Faserlaser werden üblicherweise LMA-Fasern (Large Mode Area) mit Glasdurchmessern von 125, 220, 300 und 400 Mikrometern eingesetzt. Für höhere Ausgangsleistungen und Übertragungsraten in Faserlaser- und biomedizinischen Systemen sind Glasfasern mit Durchmessern von 550, 660 und 1000 Mikrometern typisch. Wir verwenden im Test den Glasdurchmesser anstelle des Manteldurchmessers, da der Fasermantel oder Teile davon bei vielen großlumigen Fasern (LDF), wie z. B. Doppelmantelfasern (DCF), einigen Singlemode-Fasern, Multimode-Fasern (MMF) und anderen, nicht aus Glas besteht. Darüber hinaus wäre selbst die Messung des Glasdurchmessers bei vielen Doppelmantelfasern unpraktisch, da ihr Glasquerschnitt hexagonal oder oktogonal sein kann, um Spiralmoden aufzubrechen und zu eliminieren. Der Glasdurchmesser von DCF-Fasern basiert auf dem mittleren Durchmesser.
Die große Vielfalt an optischen Fasern beschränkt sich nicht nur auf den Glasdurchmesser. Glasfaserstrukturen unterscheiden sich stark von denen, die in der Telekommunikation verwendet werden. Der Kerndurchmesser kann bei LMA-Fasern zwischen 10, 15, 20, 25, 30 und 35 Mikrometern variieren. Die Anzahl der Kerne kann von einem, zwei oder mehreren Kernen, beispielsweise sieben Kernen, variieren. Auch das Kernmaterial ist unterschiedlich. Es kann aus reinem Siliziumdioxid, siliziumdioxiddotiertem Germanium oder, bei photonischen Kristallfasern (PCFs), einfach aus Löchern bestehen. Noch größere Unterschiede finden sich in der Mantelstruktur von PMFs (polarisationserhaltenden Fasern). Darüber hinaus kann der Bereich der Spannungsanwendung verschiedene Formen annehmen, wie beispielsweise Panda-, Bowtie- oder elliptische Mantelstrukturen sowie andere neu entwickelte Strukturen.
Angesichts der Vielzahl an Faserdesigns ist das Fusionsspleißen dieser optischen Fasern sowohl von entscheidender Bedeutung als auch eine große Herausforderung.
Die Qualitätsanforderungen an das Schneiden und Spleißen unterscheiden sich erheblich zwischen Forschungslaboren und Produktionslinien. In Forschungslaboren wird typischerweise mit einer einzigen Spleißmaschine gearbeitet, wobei der Fokus auf der Optimierung der Schneid- und Spleißparameter liegt, um bessere Spleißverbindungen für eine Vielzahl unterschiedlicher Faserkombinationen zu erzielen. Produktionslinien hingegen verwenden in der Regel eine größere Anzahl von Spleißmaschinen und müssen konsistent ähnliche Kombinationen mit zuverlässiger Konsistenz herstellen. Es gibt zwei Messgrößen für die Maschinenkonsistenz und die Konsistenz über die Zeit. Ersteres erfordert die konsistente Anwendung optimierter Laborparameter auf mehrere Fusionsspleißgeräte in einer Produktionslinie. Letzteres erfordert konsistente Spleißergebnisse über einen längeren Zeitraum wiederholter Spleißvorgänge unter verschiedenen Schneid- und Spleißbedingungen bei Verwendung derselben Schneid- und Spleißparameter.
Es ist relativ einfach, Spleißgeräte mit hoher Flexibilität für die Herstellung von Hochleistungsspleißen im Labor zu entwickeln.
Deutlich schwieriger ist es, eine maschinenübergreifende oder über längere Zeiträume hinweg konsistente Ergebnisse bei einem Fusionsspleißgerät für den Einsatz in Produktionslinien zu erzielen. Die gleichzeitige Gewährleistung von Flexibilität im Labor und Konsistenz in der Produktionslinie stellt eine noch größere Herausforderung dar.
Unterschiedliche Durchmesser und Glasfaserstrukturen erfordern unterschiedliche Heizzonen und Heizleistungen. Die neue Fusionsspleißgeräte-Familie ARCMASTER [4] verfügt über eine steuerbare Plasmazone. Mit ihrem variablen Elektrodenabstand, der oszillierenden Plasmatechnologie, dem universellen Faserklemmsystem und speziellen programmierbaren Funktionen zur individuellen Motor- und Lichtbogensteuerung bieten ARCMaster-Geräte Flexibilität beim Spleißen und können eine Vielzahl von optischen Fasern formen. Um die in Laboren geforderte Flexibilität und die in Produktionslinien notwendige Konsistenz zu gewährleisten, wurde eine grundlegende Technik entwickelt und implementiert: die Lichtbogenkalibrierung. Diese Methode spielt eine entscheidende Rolle für die Spleißqualität, indem sie automatisch die korrekte Lichtbogenleistung auswählt und die Übertragung optimierter Spleißparameter auf mehrere Fusionsspleißgeräte in Produktionslinien ermöglicht, um konsistente Spleißergebnisse zu erzielen.
In den letzten zehn Jahren wurden Lichtbogenkalibrierungsverfahren von zahlreichen Herstellern von Fusionsspleißgeräten untersucht [5–8], um inkonsistente Spleißergebnisse zu beheben. Diese Inkonsistenzen haben drei Hauptursachen: Erstens können Toleranzen elektronischer Bauteile und mechanischer Komponenten zu maschinenübergreifenden Inkonsistenzen führen. Zweitens können Elektrodenalterung und Siliziumdioxidablagerungen sowohl maschinenübergreifende als auch zeitabhängige Inkonsistenzen verursachen. Drittens führen Umwelteinflüsse (Druck, Temperatur, Luftfeuchtigkeit usw.) zu zeitabhängigen Inkonsistenzen. Zur Verbesserung und Behebung dieser Inkonsistenzen haben sich zwei Kategorien von Lichtbogenkalibrierungsverfahren herausgebildet: das traditionelle Rückschmelzverfahren und das Offset-Spleißverfahren.
1.1 Traditionelles Rückschmelzverfahren.
Beim traditionellen Schmelzverfahren werden die beiden Faserenden abgetrennt, gespalten, auf einen bestimmten Abstand ausgerichtet und mittels Lichtbogenentladung erhitzt (siehe Abbildung 1 für 125-µm-Fasern, siehe auch [6]). Die Faserenden werden erhitzt, und der Schmelzabstand wird entlang der Faserachse gemessen. Ist der Schmelzabstand zu groß, wird die Lichtbogenleistung reduziert, ist er zu klein, wird sie erhöht. Die typische Heizzeit beträgt bei der Spleißlichtbogenleistung etwa 8 bis 20 Sekunden. Der empfohlene Schmelzabstand liegt je nach Faserdurchmesser zwischen 100 und 250 µm.
Dieser Vorgang muss wiederholt werden, bis eine geeignete Lichtbogenleistung erreicht ist. Dieses Verfahren erfordert einen erheblichen Aufwand bei der Faservorbereitung, insbesondere bei LDFs. Andererseits führt das Aufschmelzen großer Faserabschnitte bei LDFs mit einem Durchmesser von mehr als 250 µm zu starken Siliziumdioxidablagerungen auf den Elektroden. Der Zustand der Elektroden wird durch das Schmelzverfahren erheblich verändert, was die Lichtbogenkalibrierung ungenau macht.
(a) Vor der Lichtbogenentladung
(b) Lichtbogenentladung
(c) Nach der Lichtbogenentladung.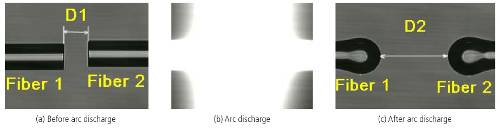 Die Faserfusion führt bei LDF-Fasern zur Ablagerung schwerer Siliziumdioxidpartikel an den Elektrodenspitzen, was ungenaue Lichtbogenkalibrierungen zur Folge hat.
Die Faserfusion führt bei LDF-Fasern zur Ablagerung schwerer Siliziumdioxidpartikel an den Elektrodenspitzen, was ungenaue Lichtbogenkalibrierungen zur Folge hat.
(A) Vor der Lichtbogenentladung
(B) Lichtbogenentladung
(C) Nach der Lichtbogenentladung.
Abbildung 2: Offset-Spleißverfahren zur Lichtbogenkalibrierung. Die Offset-Abweichung wird entlang der Faserachse mit d1-d2 gemessen. Faser 1 und Faser 2 sind vom gleichen Typ. Dieses Verfahren eignet sich gut für Telekommunikationsfasern mit einem Durchmesser von nur 125 µm.
1.2 Offset-Spleißverfahren.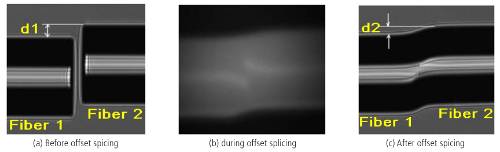 Beim Offset-Schnitt- und Spleißverfahren werden Fasern mit einer versetzten Achse gespleißt (siehe Abb. 2 für 125-µm-Fasern [6]). Die durch die Oberflächenspannung verursachte Offset-Abweichung wird gemessen. Die Lichtbogenleistung muss reduziert werden, wenn die Offset-Abweichung zu groß ist, oder erhöht werden, wenn sie zu klein ist. Wie beim herkömmlichen Fusionsspleißverfahren sind auch hier typischerweise mehrere Faserpräparationen und Spleiße erforderlich, um eine akzeptable Lichtbogenleistung zu erreichen. Dieses Verfahren eignet sich gut für Telekommunikationsfasern, da die meisten Glasfasern einen Durchmesser von 125 Mikrometern aufweisen.
Beim Offset-Schnitt- und Spleißverfahren werden Fasern mit einer versetzten Achse gespleißt (siehe Abb. 2 für 125-µm-Fasern [6]). Die durch die Oberflächenspannung verursachte Offset-Abweichung wird gemessen. Die Lichtbogenleistung muss reduziert werden, wenn die Offset-Abweichung zu groß ist, oder erhöht werden, wenn sie zu klein ist. Wie beim herkömmlichen Fusionsspleißverfahren sind auch hier typischerweise mehrere Faserpräparationen und Spleiße erforderlich, um eine akzeptable Lichtbogenleistung zu erreichen. Dieses Verfahren eignet sich gut für Telekommunikationsfasern, da die meisten Glasfasern einen Durchmesser von 125 Mikrometern aufweisen.
Das Offset-Schneide- und Spleißverfahren ist jedoch für einen Großteil der verschiedenen Faserdurchmesser ungeeignet, da die geeignete Lichtbogenleistung für jede Faser vor dem Spleißen ermittelt werden müsste. Daher ist dieses Verfahren nur für Fasern mit konstantem Durchmesser, wie z. B. 125-Mikrometer-Telekommunikationsglasfasern, anwendbar.
1.3 Ein neues Fusionsverfahren mit variabler Leistung
Sowohl das traditionelle Fusionsverfahren als auch das in den vorherigen Abschnitten beschriebene Offset-Spleißverfahren weisen einige Variationen auf. Beispielsweise kann die Fusionsdistanz anhand von Bildern erhitzter Fasern während der Vorfusion berechnet werden, indem die Länge des lichtemittierenden Abschnitts der erhitzten Faser untersucht wird [8]. Das Fusionsverfahren kann auch mit dem Offset-Spleißverfahren [7] für Telekommunikationsfasern kombiniert werden.
Dieser Artikel beschreibt ein neues Lichtbogenkalibrierungsverfahren für ein breites Spektrum an Fasergrößen. Bei diesem Verfahren wird die Faser mit mehreren kurzen Lichtbögen unterschiedlicher Leistung erhitzt. Die Fusion wird dann an den Ecken der Faserenden anstatt entlang der Faserachse gemessen. Die Schmelzrate an der Faserecke ist proportional zur Fasertemperatur. Durch Variieren der Lichtbogenleistung mehrerer Lichtbögen lässt sich für die zu prüfende Faser eine geeignete Schmelzrate und die gewünschte Lichtbogenleistung erzielen. Dieses Verfahren wurde erfolgreich für Faserdurchmesser von 80 µm bis 660 µm an ARCMaster-Fusionsspleißgeräten mit steuerbarer Plasmazone getestet.
2.0 Rückschmelzen mit variabler Leistung
2.1 Rückschmelzprozess mit variabler Leistung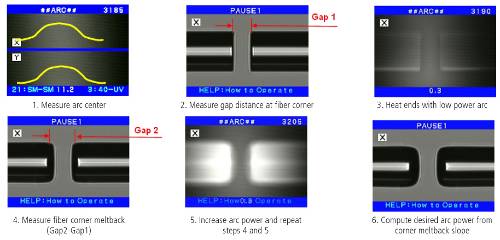 Wird ein geschnittenes Faserende durch eine sehr kurze Lichtbogenentladung (0,3 bis 1 Sekunde) erhitzt, ändert es seine Form nicht, wenn die Lichtbogenleistung zu gering ist. Wird dasselbe Faserende mehrmals mit gleicher Lichtbogenzeit, aber schrittweise erhöhter Lichtbogenleistung erhitzt, rundet sich die Ecke des Faserendes ab einem bestimmten Leistungsniveau wieder ab (siehe Abbildung 3). Beim
Wird ein geschnittenes Faserende durch eine sehr kurze Lichtbogenentladung (0,3 bis 1 Sekunde) erhitzt, ändert es seine Form nicht, wenn die Lichtbogenleistung zu gering ist. Wird dasselbe Faserende mehrmals mit gleicher Lichtbogenzeit, aber schrittweise erhöhter Lichtbogenleistung erhitzt, rundet sich die Ecke des Faserendes ab einem bestimmten Leistungsniveau wieder ab (siehe Abbildung 3). Beim
Rückschmelzprozess mit variabler Leistung kommen einige Schlüsseltechniken zum Einsatz. Erstens ist die Lichtbogenheizzeit sehr kurz und variiert in Abhängigkeit vom gemessenen Faserdurchmesser. Bei Fasern mit einem Durchmesser von 125 µm kann die Lichtbogenzeit auf nur 0,3 Sekunden reduziert werden, anstatt der mehreren Sekunden, die beim herkömmlichen Verschmelzen benötigt werden. Zweitens wird die Lichtbogenleistung zunächst niedrig eingestellt und schrittweise erhöht, gerade so, dass eine zu schnelle Verformung des Faserendes verhindert wird. Drittens lässt sich die Eckverschmelzung auf verschiedene Weise messen. Beispielsweise kann der Beginn der Eckverformung gemessen werden, wie in Abbildung 3 dargestellt. Auch die Änderung des Fasereckradius oder die Variation in der Eckzone können als Indikatoren für den Verschmelzungsgrad dienen. In diesem Artikel wird die erste Definition (siehe Abbildung 3, Schritt 4) als Verschmelzungswert verwendet.
1. Messen Sie den Mittelpunkt des Lichtbogens
. 2. Messen Sie den Abstand zur Faserecke
. 3. Erhitzen Sie die Enden mit einem Lichtbogen geringer Leistung.
4. Messen Sie die Verschmelzung an der Faserecke (Abstand 2 – Abstand 1).
5. Erhöhen Sie die Lichtbogenleistung und wiederholen Sie die Schritte 4 und 5.
6. Berechnen Sie die gewünschte Lichtbogenleistung aus dem Winkel der verschmolzenen Ecke.
Abbildung 3: Veranschaulichung des Verfahrens zur Lichtbogenfusion mit variabler Leistung bei der Lichtbogenkalibrierung. Die Schaftfusion ist sehr gering und in vielen Fällen nicht messbar. Der Elektrodenzustand wird durch diese Lichtbogenkalibrierung nicht beeinflusst.
2.2 Lichtbogenkalibrierung
Wie in Abbildung 4 dargestellt, wird die in Abbildung 3, Schritt 4, definierte Faserendfusion für verschiedene Lichtbogenleistungsstufen und Plasmazonenkonfigurationen gemessen. Jede Kurve in der Abbildung... Abbildung 4 stellt einen Fusionstest dar, der aus 20 bis 30 Lichtbogenentladungen mit einer Lichtbogenlänge von 0,3 Sekunden und variabler Lichtbogenleistung besteht. Die Lichtbogenleistung reichte von 0 Bit (~10,5 mA) bis 100 Bit (~14,5 mA) in 25-Bit-Schritten. Zwischen den einzelnen Leistungsstufen wurden jeweils 5 Lichtbogenentladungen mit konstanter Leistung durchgeführt, um die Fusionsrate zu bestimmen. Für jede Plasmazonenkonfiguration, deren Elektrodenabstand in 1-mm-Schritten von 1 mm bis 3 mm variierte, wurden fünf Tests durchgeführt, um die Konsistenz zu überprüfen. In allen in Abbildung 4 dargestellten Tests wurde das SMF28 verwendet, um die Fusionsrate zu vergleichen und die Stabilität des Verfahrens zu untersuchen.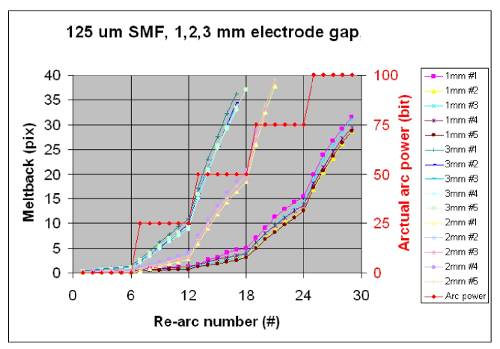 Die Lichtbogenleistung variierte in 25-Bit-Schritten von 0 Bit (~10,5 mA) bis 100 Bit (~14,5 mA). Der Elektrodenabstand der Plasmazone wurde in 1-mm-Schritten von 1 mm bis 3 mm variiert. Jede Kurve repräsentiert einen Fusionstest mit 20 bis 30 Lichtbogenwiederholungen und einer Lichtbogenlänge von 0,3 Sekunden. Für jede Plasmazonenkonfiguration wurden fünf Tests durchgeführt, um die Konsistenz zu überprüfen. Die rote Kurve zeigt die Lichtbogenleistung. Jeder Punkt auf der Kurve repräsentiert eine Lichtbogenwiederholung.
Die Lichtbogenleistung variierte in 25-Bit-Schritten von 0 Bit (~10,5 mA) bis 100 Bit (~14,5 mA). Der Elektrodenabstand der Plasmazone wurde in 1-mm-Schritten von 1 mm bis 3 mm variiert. Jede Kurve repräsentiert einen Fusionstest mit 20 bis 30 Lichtbogenwiederholungen und einer Lichtbogenlänge von 0,3 Sekunden. Für jede Plasmazonenkonfiguration wurden fünf Tests durchgeführt, um die Konsistenz zu überprüfen. Die rote Kurve zeigt die Lichtbogenleistung. Jeder Punkt auf der Kurve repräsentiert eine Lichtbogenwiederholung.
Abbildung 4 zeigt deutlich, dass bei konstanter Lichtbogenleistung jede Fusionskurve linear ansteigt, was einer konstanten Fusionsrate entspricht. Mit zunehmender Lichtbogenleistung deuten die steileren Anstiege der Fusionskurven auf eine höhere Fusionsrate hin. Die Fusionsrate kann daher in jedem Bereich konstanter Lichtbogenleistung berechnet werden, wie durch die rote Stufenkurve dargestellt. Die berechnete Schmelzrate ist in Abbildung 5(a) dargestellt. Es zeigt sich, dass die Schmelzrate mit der Temperatur am Faserende korreliert. Da der Schmelzwert in Pixeln digitaler Bilder gemessen wird, können wir Pixel als Maßeinheit verwenden und somit die Schmelzrate (bezogen auf die Fasertemperatur), dargestellt durch die Y-Achse in Abbildung 5, in Pixeln pro Lichtbogen messen. Darüber hinaus 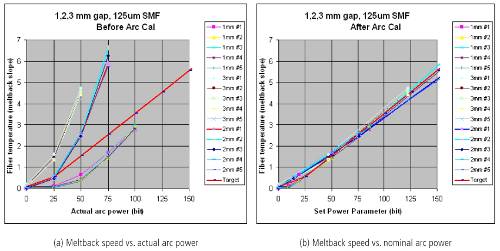 lassen sich alle Schmelzratenkurven in Abbildung 5(a) durch Parabeln annähern, da die tatsächlich am Faserende zugeführte Wärmeenergie proportional zum Quadrat des Lichtbogenstroms ist (X-Achse in Abbildung 5). Abbildung 5 zeigt außerdem, dass ein größerer Elektrodenabstand eine höhere Schmelzrate und eine höhere Temperatur am Faserende bedingt. Dies bedeutet, dass zur Erreichung derselben Temperatur am Faserende in verschiedenen Plasmazonenkonfigurationen unterschiedliche Lichtbogenleistungen erforderlich sind.
lassen sich alle Schmelzratenkurven in Abbildung 5(a) durch Parabeln annähern, da die tatsächlich am Faserende zugeführte Wärmeenergie proportional zum Quadrat des Lichtbogenstroms ist (X-Achse in Abbildung 5). Abbildung 5 zeigt außerdem, dass ein größerer Elektrodenabstand eine höhere Schmelzrate und eine höhere Temperatur am Faserende bedingt. Dies bedeutet, dass zur Erreichung derselben Temperatur am Faserende in verschiedenen Plasmazonenkonfigurationen unterschiedliche Lichtbogenleistungen erforderlich sind.
Aus Abbildung 5 lässt sich eine Zielkurve (rot) mathematisch anpassen. Diese Zielkurve kann entweder eine Kurve oder eine Gerade sein. Mithilfe dieser Zielkurve lässt sich die nominelle (nicht die tatsächliche) Lichtbogenleistung in Abhängigkeit von der Schmelzrate regeln. Dieselbe Zielkurve kann für alle verschiedenen Plasmazonenkonfigurationen verwendet werden. Durch die Einführung von Korrekturfaktoren kann bei gleicher nomineller Lichtbogenleistung die gleiche Schmelzrate erzielt werden. Abbildung 5(b) zeigt dieselben Schmelzratendaten wie Abbildung 5(a), jedoch mit der nominellen Lichtbogenleistung auf der X-Achse. Die nominelle Lichtbogenleistung dient den Bedienern zur Einstellung der gewünschten Leistung. Ziel der Lichtbogenkalibrierung ist die Umrechnung der tatsächlichen Lichtbogenleistung auf die nominelle. Mit anderen Worten: Die Lichtbogenkalibrierung ermöglicht die Bestimmung der Korrekturfaktoren. Diese Korrekturfaktoren werden anschließend verwendet, um einen neuen Bereich für die nominelle Lichtbogenleistung zu definieren. Innerhalb dieses neuen Bereichs erzeugt dieselbe Lichtbogenleistung unabhängig vom Glasfaserdurchmesser, dem Zustand der Elektrode, der Plasmazonenkonfiguration oder den Umgebungsbedingungen die gleiche Temperatur am Faserende (und somit die gleiche Schmelzrate). Die Berechnung der Korrekturfaktoren ist unkompliziert. Die Differenz zwischen der Zielkurve und der gemessenen Schmelzratenkurve dient als Korrekturfaktor.
(a) Schmelzrate in Abhängigkeit von der tatsächlichen Lichtbogenleistung
(b) Schmelzrate in Abhängigkeit von der Nennlichtbogenleistung
2.3 Ergebnisse der Lichtbogenkalibrierung
(a1) 125 μm Faserende nach Lichtbogenkalibrierung
(a2) Gespleißt mit einem Elektrodenabstand von 1 mm
(a3) Gespleißt mit einem Elektrodenabstand von 3 mm
(b1) 220 μm Faserende nach Lichtbogenkalibrierung
(b2) Gespleißt mit einem Elektrodenabstand von 1 mm
(b3) Gespleißt mit einem Elektrodenabstand von 3 mm
(c1) 400 μm Faserende nach Lichtbogenkalibrierung
(c2) Gespleißt mit einem Elektrodenabstand von 3 mm
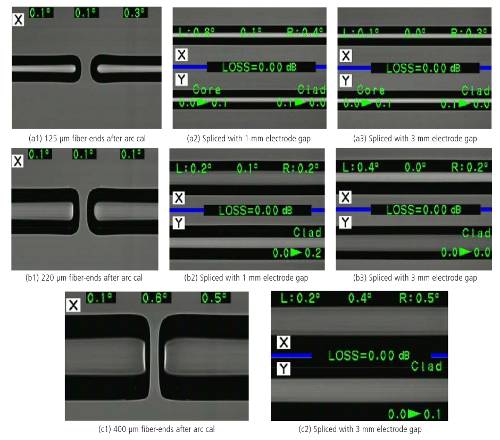 Die Fasern wurden auch mit verschiedenen Plasmazonenkonfigurationen gespleißt. Für alle oben genannten Fasern und Plasmazonen wurde die gleiche Nennleistungseinstellung verwendet, um vergleichbare Spleißergebnisse zu erzielen. In Gruppe (c) liegen keine Bilder für einen Elektrodenabstand von 1 mm vor, da die kleine Plasmazone nicht stark genug ist, um 400-μm-Fasern zu spleißen.
Die Fasern wurden auch mit verschiedenen Plasmazonenkonfigurationen gespleißt. Für alle oben genannten Fasern und Plasmazonen wurde die gleiche Nennleistungseinstellung verwendet, um vergleichbare Spleißergebnisse zu erzielen. In Gruppe (c) liegen keine Bilder für einen Elektrodenabstand von 1 mm vor, da die kleine Plasmazone nicht stark genug ist, um 400-μm-Fasern zu spleißen.
Anhand der Beispiele in Abbildung 6 lassen sich die Ergebnisse der neuen Lichtbogenkalibrierungsmethode erkennen. Mithilfe der oben beschriebenen Lichtbogenkalibrierungsmethode lassen sich 125-, 220- und 400-µm-Fasern mit derselben Lichtbogenleistung in verschiedenen Plasmazonen spleißen. Das bedeutet, dass die Bediener der Lichtbogenkalibrierung die gewünschten Spleißergebnisse für unterschiedliche Fasertypen und Plasma- (Elektroden-)Bedingungen erzielen können.
Für neue oder unbekannte Fasertypen können die Ingenieure die Schneid- und Spleißparameter mit derselben Leistungseinstellung einfach anpassen, ohne mühsam nach der geeigneten Leistung suchen zu müssen.
Die Abbildungen der Faserenden nach der Lichtbogenkalibrierung in Abbildung 6 zeigen zudem eine geringe Kernverschmelzung und eine geringe Faserverformung.
Im Vergleich dazu weist die herkömmliche Fusionsmethode in Abbildung 1(c) deutlich höhere Verformungsgrade auf. Diese neue Fusionsmethode hat nur einen sehr geringen Einfluss auf den Zustand der Elektrodenspitze, insbesondere bei Fasern mit großem Durchmesser, die bei herkömmlichen Methoden anfällig für eine Verschlechterung des Elektrodenzustands sind.
Wie bereits in den vorherigen Abschnitten erläutert, erfordern sowohl das traditionelle Fusions- als auch das Offset-Spleißverfahren mehrfache Faserendvorbereitungen und -schnitte, da geschnittene Faserenden aufgrund des Fusions- bzw. Spleißprozesses nicht mehr ohne Weiteres verfügbar waren. Während die Faserendvorbereitung bei standardisierten 125-µm-Telekommunikationsfasern unproblematisch sein mag, kann die mehrfache Vorbereitung von Faserenden bei Fasern mit großem Durchmesser sowohl kostspielig als auch zeitaufwändig sein. Mit dem in diesem Artikel beschriebenen neuen Verfahren ist ein erneutes Schneiden überflüssig, da der Lichtbogen mit sehr geringer Leistung startet und in einem kontinuierlichen Wiederzündprozess schrittweise auf das gewünschte Niveau ansteigt.
3.0 Zusammenfassung: Für das Verschmelzen von Glasfasern mit unterschiedlichen Durchmessern wurde ein neues Verfahren zur Lichtbogenkalibrierung entwickelt, das konsistente und präzise Ergebnisse liefert. Bei diesem Verfahren wird die Faser mit mehreren kurzen Lichtbögen erhitzt und die Verschmelzung an den Faserenden gemessen. Die Verschmelzungsrate an der Faserecke ist proportional zur Fasertemperatur. Durch Variation der Lichtbogenleistung mittels kontinuierlicher Lichtbögen lässt sich eine optimale Verschmelzungsrate erzielen. Diese optimale Verschmelzungsrate entspricht der gewünschten Lichtbogenleistung für Faserprüfung und -verschmelzung. Das Verfahren wurde erfolgreich an Splice Master-Spleißgeräten mit steuerbarer Plasmazone für Faserdurchmesser von 60 bis 1000 Mikrometern getestet (siehe Abbildung 7). Es wählt automatisch die korrekte Lichtbogenleistung für verschiedene Fasergrößen aus. So können Anwender optimierte Spleißparameter einfach auf mehrere Spleißgeräte in Produktionslinien übertragen und dadurch konsistente, hochwertige Spleißverbindungen herstellen.
Für das Verschmelzen von Glasfasern mit unterschiedlichen Durchmessern wurde ein neues Verfahren zur Lichtbogenkalibrierung entwickelt, das konsistente und präzise Ergebnisse liefert. Bei diesem Verfahren wird die Faser mit mehreren kurzen Lichtbögen erhitzt und die Verschmelzung an den Faserenden gemessen. Die Verschmelzungsrate an der Faserecke ist proportional zur Fasertemperatur. Durch Variation der Lichtbogenleistung mittels kontinuierlicher Lichtbögen lässt sich eine optimale Verschmelzungsrate erzielen. Diese optimale Verschmelzungsrate entspricht der gewünschten Lichtbogenleistung für Faserprüfung und -verschmelzung. Das Verfahren wurde erfolgreich an Splice Master-Spleißgeräten mit steuerbarer Plasmazone für Faserdurchmesser von 60 bis 1000 Mikrometern getestet (siehe Abbildung 7). Es wählt automatisch die korrekte Lichtbogenleistung für verschiedene Fasergrößen aus. So können Anwender optimierte Spleißparameter einfach auf mehrere Spleißgeräte in Produktionslinien übertragen und dadurch konsistente, hochwertige Spleißverbindungen herstellen.
(a) FSM 100P Spleißgerät für Fasern bis zu 500 μm
(b) FSM 100P+ Spleißgerät für Fasern bis zu 1200 μm
4.0 Danksagung
Die Autoren (Wenxin Zheng und Bryan Malinsky) danken N. Kawanishi und seinem Team in Fujikura, Japan, für ihre Unterstützung bei dieser Arbeit sowie D. Duke und S. Althoff für ihre konstruktiven Anmerkungen und Korrekturen zum Artikel.
5.0 Literaturverzeichnis
[1] Dong, L., McKay, H., Marcinkevicius, A., Fu, L., Li, J., Thomas, B.K. und Fermann, M.E., „Extending Effective Area of Fundamental Mode in Optical Fibers“, J. Lightwave Technol. Vol. 27, S. 1565–1570 (2009).
[2] Even, P., Pureur, D., „High power double-clad fiber lasers: a review“, Proc. SPIE – Int. Soc. Opt. Eng., 4638, S. 1–12 (2002).
[3] Jiger, M., Verville, P., Caplette, S., Martineau, L., Brulotte, D. A., Gagnon, D., Villeneuve, A.: „All-Fiber, Single-Stage Laser Assemblies with 91W Single-Mode, Continuous-Wave Output Power“, Quantum Electronics and Laser Science Conference (QELS), S. JWB59 (2005).
[4] Duke, D., Zheng, W., Sugawara, H., Mizushima, T., Yoshida, K.: „Plasma zone control for adaptive fusion splicing capability“, Proc. SPIE, Photonic West (2012).
[5] Zheng, W.: „Automatic current selection for single fiber splicing“, US-Patent 5,909,527, Ericsson Cables, Juni (1999).
[6] Inoue, K., Sasaki, K., Suzuki, Y., Kawanishi, N. und Tsutsumi, Y., „Verfahren zum Fusionsspleißen von optischen Fasern und Fusionsspleißgerät“, US-Patent 6,294,760, Fujikura, September 2001.
[7] Takayanagi, H. und Hatori, K., „Verfahren zur Kalibrierung der Entladungsenergie eines optischen Faserspleißgeräts“, US-Patent 7,140,786, Sumitomo, November 2006.
[8] Hatori, K., „Verfahren zur Bestimmung der Heizmenge, Verfahren zum Fusionsspleißen und Fusionsspleißgerät“, US-Patentanmeldung Nr. 11/317899, Sumitomo, August 2006.





